3D打印常见问题的处理方法 3D打印常见故障大全
在收集各种问题的解决方案之前,确保你的3d 打印机平台是舒适的,无论是自动的还是半自动的。3D打印建模使用3D扫描仪对实物进行扫描,得到三维数据.然后对数据进行加工修复。3D打印是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术,该技术最早在20世纪80年代中期由美国提出。3D扫描一类是被动方式,就是不需要特定的光源,完全依靠物体所处的自然光条件进行扫描,常采用双目技术,但是精度低,只能扫描出有几何特征的物体,不能满足很多领域的要求。因为很多人都渴望在平台被平整之前打印出来,有这个或那个问题,没有什么可以打印出来,但根本原因其实是你的平台没有被平整。.
在此基础上,我们再来谈谈其他问题:
1、翘边
还是那句话,先调平。不考虑建筑材料技术本身进行属性的话,平台企业倾斜本身就容易让打印件翘边。
第二,必须有一个温床,现在3d 打印机基本上可以满足这一点,所有与平台加热功能。如果你的打印平台真的没有加热功能,或者是一台 diy 机,放上尼龙搭扣纸,或者在打印前在平台表面涂上一层薄薄的胶水,所有者写了一篇关于如何使用固体胶水的小文章,不知道如何操作的新手可以看到,“3d 打印在解决边缘的小窍门”,仅供参考。
第三,在要打印的模型上添加辅助粘贴部件、底板或附着面。如果建模软件使用简单,可以在模型中加入一些容易拆除的加强件,防止地面翘曲太长、太薄、太大。此外,增加底板或附着面可以有效降低翘边的概率。但是,如果模型与底板的接触面积大,可能需要花一点力气才能把底板拆下来,但成型率要高得多。
第四、适当发展减慢打印技术速度,提高系统喷头工作温度,有助于喷头挤出耗材后在平台上的附着。
第五,关闭风扇或减少风扇的送风量。应谨慎使用,因为这取决于模型。在某些型号的打印过程中,风扇不能一直关闭,否则底部不会翘曲,但上部可能会影响打印效果,甚至因为没有风扇而无法成型。
最后,业主以前提到过这一点,在《3d 打印中解决边缘的小问题》一文中还说,选择质量相对较好的印刷用品,不要盲目贪便宜,对这个没有把握的坑朋友可以问度娘多,多泡论坛,多咨询老司机,看哪个品牌的消费品性价比高。
2.底部粗糙,有多余的线料。
还是到了那句话:先调平,然后轻涂胶。
3、打印层错位
解决方案来自网络,正如百度经验中详细描述的: “如果模型在3d 打印中不合适怎么办?”
首先切片模型错误
Cura和repeater是目前最常用的软件。大多数都是开源的,所以我们不能保证软件的稳定性和性。此外,每个设计模型图纸不一定适合软件。因此,如果打印错误,首先,模型图形不会更改,模型图形将再次切片,并将模型移动到某个位置,以便软件可以重新生成gcode打印。
第二模型图纸问题
出现错位换切片后模型研究还是我们一直存在错位,换以前打印技术成功的模型图实验,如果信息无误,重新作图纸。
3D打印机的生产力与创造力是惊人的,然而,璀璨成功的背后必然堆积着无数次失败,看着别人顺利制作出漂亮的3D打印成品,自己却迟迟不满意:颜色不好、形状差强人意、表面不光滑,甚至还有抽丝……到底问题出在哪里?如何自我检查这些状况?又如何自我解决这些问题?
别着急,菠萝三维这就为你罗列出14个3D打印过程中常出现的问题,并为你奉上独家的故障排除指南。
1.边缘翘曲
3D打印模型底部向上弯曲,不与打印平台平齐,会导致上部出现水平裂缝。“翘曲”——由塑料材料的自然特性引起,在3D打印过程中很常见。当ABS或PLA细丝冷却时,就会开始非常轻微地收缩,如果塑料冷却得太快,则会出现“翘曲”现象。
如何解决:
使用加热的打印平台;
在打印平台上添加粘胶;
使用粘性印刷床;
校准打印床。
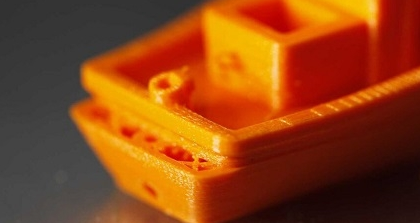
2.大象脚(Elephant Foot)

3D打印模型的根基部位稍向外凸出,称为“象脚”。当下层的冷却时间很短,并未恢复成固体时,易形成此种现象。此外,模型的上层部分下压最底部一层的重量过大,也会引起此种状况。
如何解决:
平衡打印平台温度和风扇速度;
调整打印平台;
检查喷嘴高度。
3.3D打印最底部层的问题
可能你会发现,很多3D打印模型虽然表面平滑,但是底部最下面凹凸不平、松动,甚至还有非常凌乱不规则的线条。这些问题非常典型地表明打印床没有正确调平。此外,如果喷嘴离打印床太远,底部表面通常也会出现凌乱的线条;如果喷嘴离打印床过近,又可能会导致出现斑点。
如何解决:
调整打印平台
检查喷嘴高度;
保持打印平台整洁干净。
4.打印层无法对准
仔细观察一些3D打印物品,会发现外表层层纹理之中,会有几层并未对齐,这就是打印层无法对准的问题。
如何解决:
检查松紧带的张力;
检查顶板是否松动;
确保Z轴杆是笔直状态。
5.缺层
模型中存在间隙、裂缝。这是因为3D打印机无法提供图层所需的塑料量。除此之外,3D打印材料、丝线卷轴、送料轮也可能存在问题(例如直径变化),也可以检查一下喷嘴是否堵塞。
如何解决:
检查机器,确保无松动零件;
仔细检查打印机的结构和对齐情况;
检查轴承和弯曲杆是否有磨损;
添加润滑油,保持机器平滑运行。
6.较高模型中出现裂缝
在较高的3D打印模型上,其侧面总会有裂痕。是因为在较高层中,材料冷却得更快,因为来自打印床的热量无法达到相应高度,因此上层的粘附性较低。
如何解决:
检查热端温度,并以10度的间隔均匀升高;
检查冷却风扇的位置和速度。
7.顶部有孔状现象
打印模型的顶部表面出现不雅观的凸起或小孔。原因是模型顶层没有适当冷却,并且顶表面不够厚。
如何解决:
增大3D打印材料丝的尺寸;
确保风扇达到正确的速度和位置;
手动设置风扇速度;
增加顶层厚度。
1.抽丝

模型的部件之间有难看的塑料线。当打印头在开放区域上移动时,一些细丝从喷嘴滴落并冷却,从而造成这种状况。
如何解决:
启用“撤回”功能;
在“撤回”开始前将喷嘴运行幅度调至最小;
用手术刀干净利落地挂掉。
2.过少挤出3D打印材料
欠挤出是指打印机无法提供所需的材料(或打印速度太快导致无法跟进)。这种情况会导致薄层、不必要的间隙层以及完全丢失层(请参阅3D打印问题5:缺层)。
有几个可能的原因:首先,使用的细丝的直径与切片软件中设定的直径不匹配。其次,切片机软件设置有缺陷,挤出材料的量太低。最后,材料在挤出时受到喷嘴中污垢的限制。
如何解决:
检查细丝直径;
使用卡尺测量长丝直径;
检查热端是否清洁;
以5%的间隔调整挤出倍数。
3.过度挤出3D打印材料
过挤压意味着打印机提供的材料多于所需的材料,这会导致在打印模型的外部有过多的材料。通常,切片软件中的挤出倍数或流量设置得太高,会造成这种情况。
如何解决:
检查是否设置了正确的挤压倍数;
减少灯丝流出量。
4.移位层
移位层有多种原因,可归因于弯曲或喷嘴并未对准,或者是喷嘴在移动过程中导致了打印平台的轻微移动。
如何解决:
检查打印机底座是否稳定;
检查打印基座是否牢固;
注意翘曲的上层;
打印速度太快;
检查皮带;
检查驱动皮带轮;
添加润滑油。
5.喷嘴堵塞
在3D打印之初,喷嘴却无法正常挤出材料,重新放置材料也无法起作用。可能是因为,在更换线轴之后,喷嘴中留有一小块细丝,这通常是因为细丝在端部已经断开。当装载新的细丝时,留在喷嘴中的一根旧细丝会阻碍新细丝通过。或者,在喷嘴端部中积聚的熔融塑料已经硬化,需要手动移除。
如何解决:
加热喷嘴,用针和黄铜刷清洁;
取下进料管,尝试用另一块材料丝推动里面的旧材料丝;
拆开热端,看看是否可以拔出堵塞的材料。
6.材料易断
材料卷轴看起来很充足,进料管中有灯丝,喷嘴中却无法挤压出来。这只要是因为使用了旧的或廉价的打印材料。尽管大多数长丝如PLA和ABS确实可以持续很长时间,但是如果它们持续接受阳光直射,也会变得非常脆,一旦将其放置进3D打印机,就会造成上述问题。
如何解决:
检查材料是否过期;
检查材料直径;
调整惰轮张力;
检查热端是否清洁,并达到正确的温度;
将流量设置为100%。
7.打印材料剥离
在3D打印过程中,材料滑动或材料剥离是时常会发生的事情,出现这种情况时,热端会突然没有材料挤出,使得打印过程突然结束。此外,喷嘴堵塞、热端温度错误也是造成这些问题发生的原因之一。
如何解决:
调整惰轮张力;
取下材料并重新放置;
检查热端温度。

